To know which plate roller best fits your projects, the following 6 questions and answers will help you find the best machine for your plate rolling projects
The right machinery for your plate rolling project
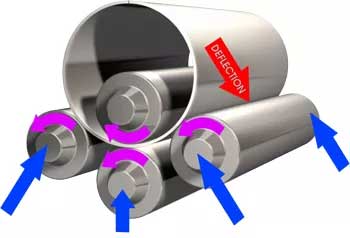
Plate rolling is an art in the sheet metal bending process, which needs an experienced operator who understands how to control all the intricacies of this sophisticated piece of equipment and the reaction the material he is working with will have. But besides having a skilled operator, you must also match the right plate bending machine to a particular job.
Benefits of Using Plate Rolling Machines
- Plate rolling machines can create cylindrical items from flat sheets, plate steel, or other hard materials. They are known for their efficiency when producing large-diameter cylinders.
- Their rollers can be tilted to create products with cone geometries. Additionally, conical-shaped rollers can be used instead of the straight ones to deliver cone-shaped products where high capacity demands are needed.
- They can be fitted with dynamic crowning systems, which can help you adjust the roll’s tension either manually or automatically.
- Plate rolling machines deliver unmatched precision.
- They leave only a slight possibility for error
How to Identify the Right Plate Bending Machine for Your Needs

To know which plate roller best fits your projects, answering the following questions will help you find the best machine for your plate rolling projects.
What Type of Material Am I Rolling?
Yield, tensile strength, width, thickness, and diameter (or radius) of the part all have to be considered. These properties, more than anything else, determine the proper plate roll sizing. For example, a higher yield or tighter diameter will require more pressure to form.
Also, minimum and maximum width is important. Even something as straightforward as material thickness can vary, yet still fall into the accepted plate and sheet mill tolerances. For instance, a 0.25-in. plate can sometimes vary in thickness from 0.23 to 0.262 in.
On the application side, you need to know the minimum and maximum diameter of the cylinders to be formed and if cones or special shapes will be made. All of this information is integral in finding the correct type and size of plate roll. The end goal is to achieve parallel surfaces while producing the diameter you need.
Do I Understand the Importance of Crowning?
Machined with the optimal crowning
Keep in mind that most metal fabricators are going to require a plate roll to work with many materials, which will affect the machine’s rollers in different ways. To accommodate this variety, most manufacturers’ rolls are machined with the optimal crowning
Typically, optimal crowning is 75 percent of nominal capacity, with all things—yield, width, diameter, pinch pressure, and speed—being equal. For instance, a machine with 1-in. nominal rolling capacity will form very nice 0.75-in.-thick cylinders (under the right pressure), with all surfaces parallel to each other and producing the same radius or diameter throughout the part. However, on this same machine, 0.25-in. material may yield long before enough pressure is applied to deflect crowning out of rolls that is needed for the thicker end of the plat rolling machine’s range. The result is an hourglass-shaped part—a part tighter in the middle than at the ends.
The range of a roll (thickness/width/diameter) really depends on the tolerance—with an accepted variance—of your parts. Options can be installed on the plat bending machine to adjust for different tolerances. Specific crowning can be applied to any machine to reach the desired range of material characteristics and part tolerances. Adjusting the pinch pressure can affect or change the parallelism of the roll contact surfaces.
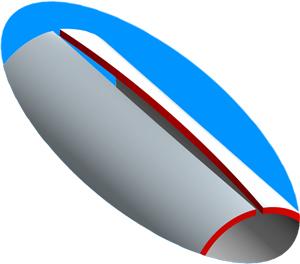
What can happen with insufficient crowning?
You don’t get a satisfactory roll form.
A barrel effect is one result of insufficient crowning (see Figure 2). The part has a greater diameter in the middle than at the ends.
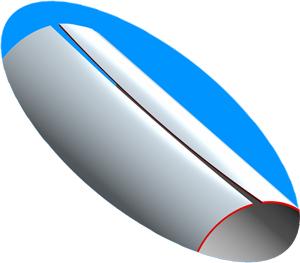
An hourglass effect is another possible deformation (see Figure 3). In this case, the material is tighter in the middle than on the ends.
What Type of Machine Fits My Production Needs?
Certain types of plate rolling machines are easier to operate than others. Also, cone rolling or rolling of a special shape, such as elliptical, can be accomplished with greater accuracy on certain types of machines. Let’s take a quick look at some of the machine types to see why this is so.
4-roll bending machine
Four-roll Plate Bending Machines. These plate rollers produce the fastest and most accurate bends (see Figure 4). The plate is held securely in place between the top and bottom rolls, while the side rolls move vertically to create the bend. The bottom roll moves up to hold the plate surface securely against the top roll while the side roll is raised to form an accurate prebend, minimizing the flat zone on the plate edge. Pre bending on a three-roll plate rolling machine requires that plates be tilted down as they are being fed. In contrast, on a four-roll plate bending machine plates are loaded horizontally at the feed level for pre-bending, which allows the use of horizontal motorized roller tables to help feed the plate.
How it works and its advantages
Plate feeding can take place on either side of a four-roll bending machine. If fed from only one side, they can even be placed up against a wall to save floor space.
The side rolls are positioned to the right and left of the bottom roll and are on their own axes. The independent axis of each roll helps make a perfect bend. The so-called “back” side roll (at the far side of the feeding point) also functions as a back gauge to square the plate for proper alignment. This eliminates the need for someone to assist the operator.
The plate is kept square without slipping during both pre-bending and rolling because of the constant secure clamping of the top and bottom rolls.
Four-roll machines do not require the operator to remove, flip, and then try to square the plate a second time after pre-bending, as is the case with the three-roll bending machines, initial-pinch machines. Because the material can be kept in the machine, a cylinder can be rolled to the required diameter immediately following pre-bending.
Bending the back edge takes place after the cylinder is rolled. This allows for a one-direction, single-pass operation.
To perform cone-rolling on a four-roll rolling machine, the side rolls can be tilted to establish the cone angle, and the bottom roll also can be tilted to clamp and drive the major end of the cone.
3-roll bending machine
Variable-geometry 3-roll bending Machine
Three-roll plate bending machine, Variable-geometry 3-roll bending Machines. The widest range of material types and thickness in relation to the size of the top roll can be rolled on three-roll, variable-geometry machines (see Figure 5). They are suitable for medium and thick plate bending.
Unlike traditional three-roll cylinder bending machines, the lower rolls on three-roll, variable geometry machines move horizontally from right to left, and the upper roll moves up and down. As on four-roll bending machines, material loads parallel to the floor, so the plate bending machine pit can be constructed to working level.
By design, the upper roll can be used as a traditional press. Side rolls can move close under the top roll so that thinner plate bending can be done on smaller diameters. Also, top and side rolls have tilt capability for cone bending.
Three-roll Double-pinch Machines
These bending machines are economical plate rolls that are relatively easy to operate (see Figure 6).
The side rolls are positioned to the right and left of the top roll and are on the same axis. The axis of each roll helps make the bend. The “back” side roll (at the far side of the feeding point) also functions as a back gauge to square the plate for proper alignment. This eliminates the need for someone to assist the operator.
Three-roll, double-pinch machines do not require the operator to remove, flip, and then try to square the plate a second time after pre-bending, as is the case with three-roll, initial-pinch machines. Because the material can be kept in the machine, a cylinder can be rolled to the required diameter immediately following pre-bending, which is not possible in three-roll, initial-pinch machines.
For cone-rolling on a three-roll, double-pinch plate rolling machine, the side rolls can be tilted to establish the cone angle.
Do I Require a Mar-free Finish on the Rolled Parts?
If you require a mar-free finish, you need polished, precision-ground rollers. They are easy to clean and won’t pick up mill scale as much as traditional rollers.
With these specialty rollers, however, comes a need for vigilance. You have to be careful with what you send through the rollers because even though they are hardened, they still can be damaged. (You have to be especially vigilant when rolling narrow pieces because all the pressure of the plate roller can be focused on a very small area.)
If you need to have rollers made out of specialty alloys, you won’t suffer sticker shock. The cost of the rollers typically isn’t exorbitant, but of course, the application ultimately might justify the cost.
What Part Handling Options Do I Need for My Rolling Applications?
A plate rolling application could require NC or CNC side and overhead supports, motorized loading tables, plate alignment systems, infeed conveyors, or part ejectors. These are important safety and productivity tools that should not be forgotten when choosing a new plate rolling machine.
Some of these options might be only a small percentage of the purchase price but could have an extremely fast return on investment.
Will I Be Doing Any Welding in the Plate Roller?
This may sound like a small detail, but it can become a big deal. Welding around expensive controls found on a new plate rolling machine could lead to extensive electrical damage from the welding power source. It could fry the system.
You need to take special care to make sure the welding ground is on the part, not on the plate rolling machine.
It never starts out like that, but before a shop realizes it, a welder is on top of the plate roller trying to join up the two ends. It’s convenient, but if it’s done improperly and without the correct protection on the machine, controls and electrical systems can be damaged.
If you even think that this is a possibility, you need to have an upgraded, shielded electronic system to protect the plate rollers’ electronics. It’s better to be safe than sorry.
Plenty to Consider
Plate rolling is art when compared to some other fabricating processes, but having the right equipment and accessories for the job can help even a new operator turn out quality rolled parts after a few days of training.