It would be fair to say that plate rolling is an art in comparison to many other processes in the fabrication world. Being a skilled and seasoned plate rolling machine operator is as important as having the proper machinery and equipment in order to achieve the desired job results.
What is Plate Rolling?
In a nutshell, plate rolling refers to the process in which sheet metals (plates) and the rolls of a plate rolling machine move simultaneously and give the materials various forms. Having a 4-roll plate roll definitely makes the plate rolling process much simpler. In addition to that, the proper setup, the right equipment, and features such as CNC controller, side and vertical supports, etc. are very important for efficiency and safety reasons.
What is Flat Rolling?
The flat rolling process takes place between the top and bottom rolls of a plate rolling machine. The material fed through the rolls will typically have a greater thickness as opposed to the distance between the bottom tangent point of a top roll and the top tangent point of a bottom roll. This causes the material to deform and elongate while the flat formation of the material remains the same.
Why Do 4-Roll Machines Require Special Considerations When Rolling Out Flats?
Even though flat rolling is considered the most basic type of rolling, it is still important to choose the right machine for it. Today most 4-roll plate rolling machines come with a variety of technical capabilities and thanks to having 4 rolls, it makes it much easier to manipulate, roll and measure the results on materials.
Very heavy and thick plates are typically formed with a press. This process is called “forging”. For thinner materials, flat rolling is a very popular method among the fabrication world and 4 roll plate rolls provide highly efficient and effective flat rolling solutions. Check out the following video to see what Bendmak 4 roll plate rolling machines can do:
4 roll plate bending machine

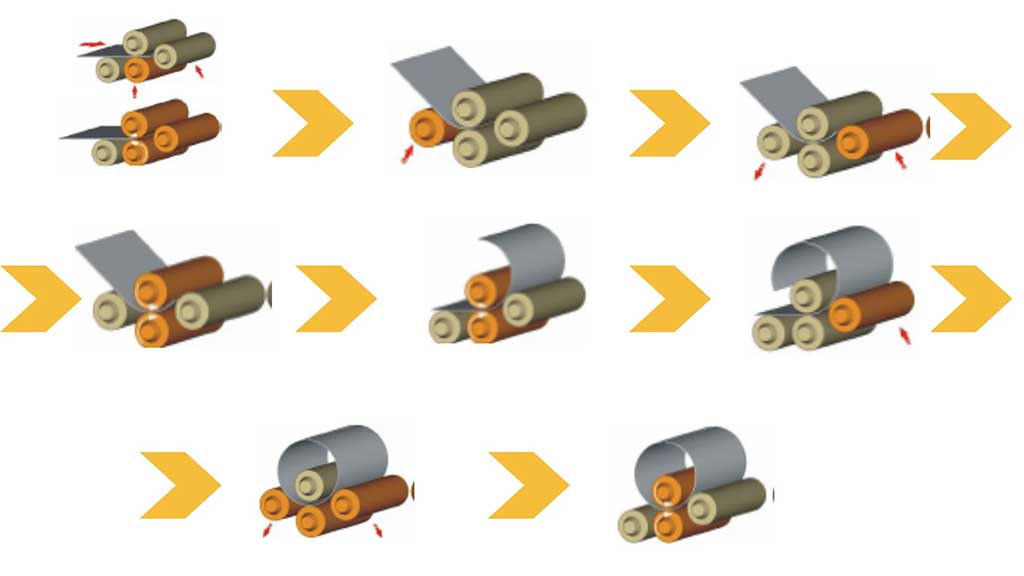
The principle of operation of the plate rolling machine with 4 rolls is similar to the machine with 3 rollers, with the main difference being that the additional roller is used for better input of the material and execution of the process of pre-bending. During bending, the upper and lower rollers are static, the material is firmly positioned between them, and the side rollers move and bend the material. In order to eliminate the flat edges of the material, the lower roller moves upward to hold the material firmly, and the side roller moves and occupies the position for pre-bending. Unlike a roll bending machine with 3 rollers, where during the pre-bending it is assumed that the material is lowered when entering the machine, in the 4 roll plate rolling machine with 4 rollers, the material is positioned horizontally, allowing the use of motorized horizontal material holders when inserting materials in certain models. In addition, the input of materials can be carried out on both sides, so the machine can be placed next to the wall and save space.
Advantage
The advantage of a plate rolling machine with 4 rollers has a unique complete bending process. The machine accepts the material in one stroke, performs the pre-bending, and continues to bend the sheet. This system does not require an operator to remove, turn and then straighten the material after pre-bending, as is the case with 3-rollers bending machines. The material remaining in the machine makes the machine with 4 rollers up to 50% more efficient compared to 3-roller models and allows the material to bend at the desired diameter immediately after pre-bending. The bending of the flat edge starts after bending the material in one direction.
The side rollers are positioned to the left and to the right of the bottom roller and have their own axes. The independent axis of each roller allows perfect bending. The “rear” side roller (located on the other side of the material insertion) also has a rear end stop function and aligns the material. This feature allows the operator to work without the assistance of other people. Bending in the shape of the coupe is also possible on the machine with 4 rollers. The side rollers can be positioned in the corner for making the coupling and the bottom roller can be lifted to hold and position the material.
How to Roll Out the Flats When Plate Rolling on a 4-Roll Machine
With the help of friction, two opposite-direction running rolls on the material cause a decrease in the thickness of the material. Also, the friction makes the material push through the rolls. This process makes the material elongate and after the rolling, the sheets are supposed to be thinner compared to the thickness of the material before the flat rolling process had begun.
The workability of material can be increased by using heat on the rolls. There are also some other methods that can help roll the material, such as using lubrication to avoid material sticking to the rolls and having a speed adjustment function on your plate rolling machine.
Determine Which Type of Material You’re Rolling
Determining the type of material before beginning the flat rolling process is critical. Aluminum, steel, copper, and the alloys derived from these materials are the ones you will typically find in most fabrications shops. Each of these materials will have different tensile strengths, yield points, grain structures and many other structural characteristics. All of these variables make a difference during a flat rolling process on a plate rolling machine and end results will vary. The softer the material gets, the less pressure is required to press the material.
Take Into Account Material Thickness and Width
As we mentioned before, after the flat rolling process, the material will elongate. The material expansion shouldn’t exceed the maximum material width capacity of the plate rolling machine as the sheets would not have the room to expand towards. Typically the thicker and softer the material is, the more elongation may be expected.
Verify the Yield Strength of the Plates
Yield strength refers to the level of stress a material can withstand before permanent deformation occurs and the material can no longer form back to its original form. In flat rolling, the higher the yield strength of a material is, the more pressure a plate rolling machine needs to generate to elongate the material. Therefore, it is important to know the yield points of the materials one would need to roll in order to determine the most optimum plate rolling machine type selection.
Familiarize Yourself With the Machine’s Safety Devices
Always make sure that the plate rolling machine you have is equipped with safety devices. Most plate rolling machines come with standard safety switches & ropes, sensors, and mechanical attachments to keep operators as safe as possible and protect them from any unpredictable machine or material motions. To be more specific to flat rolling, one of the most effective ways of safely controlling the material would be having side supports on the plate rolling machine.
Works Cited
- “How to Roll Out Flats When Plate Rolling on a 4-Roll Machine”, Bendmak USA, Visited 18 Aug, https://www.bendmakusa.com/blog/how-to-roll-out-flats-when-plate-rolling-on-a-4-roll-machine
- “HOW TO BEND PLATES WITH ROLL BENDING MACHINE”, Tridero Tech d.o.o. , Visited 18 Aug, https://blog.wor-con.com/how-to-bend-plates-with-roll-bending-machine