In the previous article, we analyzed: Why do the hub-shaft connections of the apron feeder fail?

Apron Feeder
An apron feeder is mainly used to continuously and evenly supply and transfer various large heavy objects and abrasive bulk materials from storage bins or transfer funnels to crushers, batching devices, or transportation equipment.
More Detail: Apron Feeders, Everything You Need to Know, Best Guide 2023
So now we organize the solutions and steps of the heavy-duty apron feeder under high temperatures as follows:
On-site environment analysis of heavy-duty apron feeder
The heavy-duty apron feeder is used under high-temperature conditions, and the feeding temperature is 750°C to 850°C. After being transported through the transportation section, the material temperature is 400°C to 500°C when it arrives at the unloading position of the main shaft, which is beyond the use range of hub-shaft connections. Therefore, a reliable connection method that can be used in a high-temperature environment should be selected to meet the connection between the drive spindle, the sprocket, and the support wheel in the spindle device, and to meet the performance of the whole machine.
Solution and Design
After analyzing the field conditions of the heavy-duty apron feeder, the chain connection is selected as the connection method between the drive shaft, the sprocket, and the support wheel.
During the conveying process of the heavy-duty apron feeder, the driving sprocket on the main shaft device mainly bears the driving traction force, but the axial force is small; the middle support wheel mainly plays the role of support and auxiliary traction, and the axial force is small.
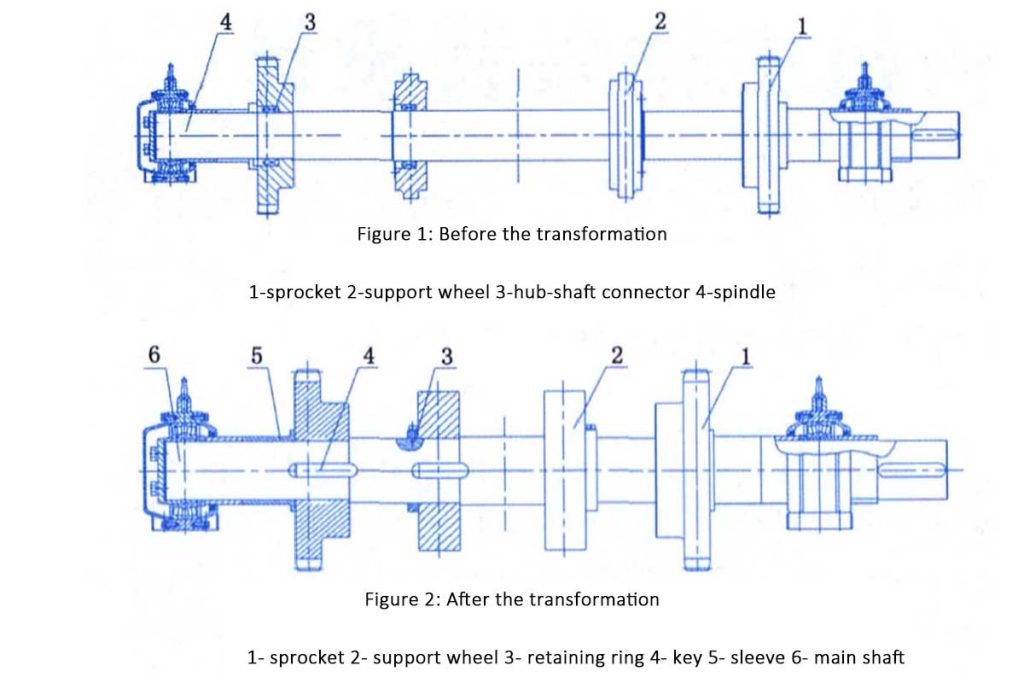
Therefore, in the overall design of the main shaft device, the supporting wheel part adopts the axial positioning method in that one end is the shaft shoulder, and the other end is the retaining ring and the positioning screw; while the sprocket part adopts the positioning method of the shaft shoulder and the bushing. See Figure 1 and Figure 2 for the schematic diagrams of the spindle device before and after improvement.
Key selection and strength check
According to the shaft diameter of the sprocket coupling section d=220mm, the section size of the key selected from the “Machine Design Manual” is 50mm×28mm. According to the extrusion stress on the working face when the key is connected, the conditional strength check criterion for the key is carried out, and the working length of the key is calculated.
According to the required maximum traction force and known conditions during the operation of the heavy-duty apron feeder, the minimum working length of the required key is calculated to be 160mm. Considering the impact during operation, l=200mm is finally selected.
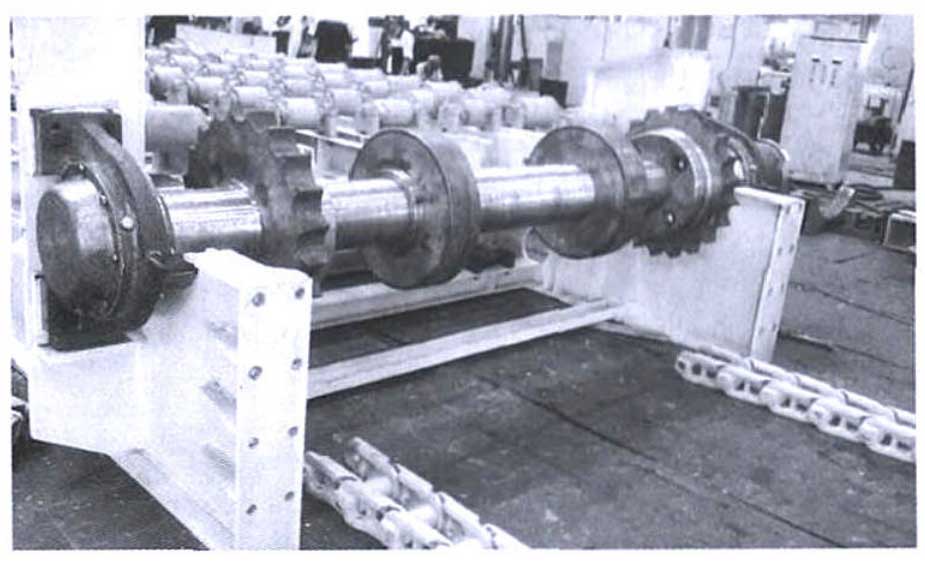
The selection and checking of some keys of the support wheel are the same as above 3.4 Process design, product drawing, and manufacturing shaft and parts on the shaft After the design of the shaft and parts on the shaft is completed, the process design is carried out, mainly including the design of heat treatment process and machining process. While ensuring the performance of the parts, the processing method is optimized to achieve the purpose of convenient processing and cost saving. Figure 3 shows the on-site assembly test run.
The effect of reconstruction
The heavy-duty apron feeder after technical transformation was delivered to the site for installation, and after a month of trial operation, the user reported that the equipment was in good condition, the design of the main shaft device was reasonable, and the connection between the shaft, the sprocket, and the support wheel was reliable, and it met the requirements of the high-temperature environment on site. According to preliminary estimates, the main shaft device can effectively avoid the loss caused by the replacement and maintenance of key components during the operation process, and the annual economic benefit can reach more than 10,000 US dollars.
This high-temperature-resistant heavy-duty apron feeder can be widely used in steel plants, sintering plants, and other material conveying occasions that require high-temperature environment operations below 700 °C.
Apron Feeder
An apron feeder is mainly used to continuously and evenly supply and transfer various large heavy objects and abrasive bulk materials from storage bins or transfer funnels to crushers, batching devices, or transportation equipment.
More Detail: Apron Feeders, Everything You Need to Know, Best Guide 2023