THE 6 MOST COMMON FAULTS OF CIRCULAR VIBRATING SCREEN
Screens on circular vibratory screeners can fail for a number of reasons, but the five most common are screen fatigue, improper installation, corrosion, shock, and abrasion. Understanding these common causes of screen failure will enable users to avoid costly downtime by proactively inspecting, maintaining, and replacing screens before they fail.
BLOCKAGE OF THE ROTARY VIBRATING SCREEN
Reasonable adjustment of the screen tension is an effective method to reduce the blocking of the screen. The reasonable tension causes the screen and the supporting beam to generate a slight secondary vibration, thereby effectively reducing the occurrence of blocking. The specific method is: The tensioning hook is made into a constant force tensioning mechanism, that is, a spring is added to the tensioning bolt.
REASON
When the rotary vibrating screen is in normal operation, due to various characteristics of the material, different shapes will cause various forms of screen hole blockage.
The main reasons for the blockage are as follows:
- Contains a large number of particles close to the separation point;
- The moisture content of the material is high;
- Spherical particles or materials with multiple contact points to sieve holes;
- Static electricity will occur;
- Materials with fibrous materials;
- There are more flake particles;
- The braided screen wire is thick;
- For thicker screens such as rubber screens, the hole shape design is unreasonable, and the upper and lower parts are not large, so the particles are stuck. Because of the material that needs to be screened
Particles are mostly irregular and, therefore, the causes of clogging are varied.
HOW TO SOLVE IT?
In order to effectively prevent the blockage of the vibrating screen mesh, measures should be taken for the above-mentioned reasons for the blockage of the screen holes:
- When the particle size of the material is fine, the mud content is large, and the screening particle size is small, the water will play a decisive role in the clogging of the screen.
- When the moisture in the material is greater than 5%, if the material is dried unconditionally, the screen surface and screen hole should be selected in a targeted manner.
- When the moisture content is greater than 8%, wet screening should be used.
- For materials with more flake particles, it is necessary to change the material crushing method and the particle size matching of different crushing methods.
SCREEN FATIGUE
The best visual indication of screen fatigue prior to failure is a floppy screen. When examining a screen post-failure, look for rounded wire ends with a dark color, which is characteristic of a screen that was damaged because of fatigue.
The best defense against screen failure due to fatigue is a properly tensioned screen, so correct screen installation is critical. Be sure to tighten the screen ring clamps. Loose clamp rings can cause screen rotation, which results in the screen losing tension, flexing during vibration, and ultimately failing. If you find that standard clamp rings are cumbersome or if you need to carry out frequent screen changes, quick-disconnect models are available.
Be sure to draw tension to the center post. This is especially important for fine mesh screens. Screens must be properly tensioned to function correctly.
Fatigue-based screen breakage can also stem from wear caused by anti-blinding devices. The plastic rings that are commonly used to prevent blinding can experience jamming during the screener’s continuous multi-plane inertial vibration. This can cause the mesh face of the screen to repeatedly vibrate over the ring until flexing leading to breakage. To spot this type of failure, look for a circular imprint on the underside of the screen.
A rubber wiper mechanism is another device designed to prevent blinding caused by resinous or fatty materials. However, the wipers can also cause screen failure if not properly installed, used, and monitored. When properly functioning, the wipers will continually sweep across the top of the screen to maximize throughput. When installed incorrectly, the wipers may jump and bounce on the screen, causing flexing and leading to fatigue and breakage if not caught in time.
Another cause of screen fatigue is the accumulation of material moving around the periphery of the screen. Commonly referred to as rope, these heavy accumulations can constantly pound and wear down the screen until it fails.
Improper installation
When installing screens, take the time to ensure that the correct side is facing upwards. When a screen is placed upside down in a Kason VibroScreen unit, for example, there will be a one-inch ridge along the perimeter of the screen, which will prevent material from discharging as intended and cause accumulation on the screen. If not caught in time, the screen will inevitably fail from too much material buildup.
In addition to correctly orienting the screens, ensure that any necessary gaskets are installed on the screens prior to operation. In certain models, failing to install a gasket can result in the screen’s center hole hitting the center threaded rod. Ultimately, this repeated agitation will dislodge the center plate, resulting in damage to the screen.
On some screeners, failing to install a gasket can cause the screen’s center hole to repeatedly hit the center threaded rod, resulting in damage to the screen.
On some screeners, failing to install a gasket can cause the screen’s center hole to repeatedly hit the center threaded rod, resulting in damage to the screen.
Shock
Shock is another common cause of screen failure. After such a failure, you will generally see rounded wire ends with a distorted surface around the area of impact. Extraneous objects that enter with the material infeed, for example, may result in a substantial impact that can separate or tear wires on the face of the screen. Dropping hand tools on a screen during installation can also result in damage. Another common (literal) misstep is accidentally stepping on the screen.
Constant vigilance is key to avoiding shock-based screen failures, but it is also important to prepare for the worst-case scenario by always keeping spare screens on hand. Human error happens, but it doesn’t have to cause costly and lengthy downtime.
Corrosion
Most sifters and screeners are built to handle a wide array of materials, including those with corrosive qualities, but even the most heavy-duty screens will need to be replaced eventually. Typically, failure caused by corrosion visually presents itself in wire ends that show a reduced diameter and discoloration. Failure due to corrosion can occur anywhere on the screen but is most common near the edges in applications where material builds up around the screen’s perimeter.
The best way to avoid screen damage from corrosion is to use the appropriate screen material for the product being processed. Also, take the time to routinely inspect screens for signs of wear between use.
Abrasion
The final common reason for screen failure is screen damage caused by abrasion. Abrasive materials, high feed velocities, material overload near the center or perimeter of the screen, or even repeated manual scraping or brushing of the screen mesh can all lead to abrasion-related failure. Abrasion is exacerbated when the material being screened is moist or wet, as it will not fluidize in the way a dry material will. Abrasion-related screen failure results in wires near the tear looking polished and shiny with flat ends.
Abrasive screen failure can be caused by abrasive materials, high feed velocities, material overload, or even repeated manual scraping or brushing of the screen mesh.
About the rotary vibrating screen
The rotary vibrating screen is a high-precision fine powder screening machine with low noise and high efficiency. It adopts a fully enclosed structure and is suitable for screening and filtration of granules, powder, mucus, and other materials. It has a very wide range of applications in industrial, ceramics, paper, metallurgy, and pharmaceutical industries.
When the rotary vibrating screen is working, the eccentric blocks at the upper and lower ends of the vibrating motor with different phases generate a compound inertial force due to the centrifugal action of the high-speed rotation, which forces the screen body to generate compound-rotating vibration, and its vibration trajectory is a complex space. 3D curves. The projection of this curve on the plane is a circle, and the projection on the two vertical planes is an ellipse.
Adjusting the phase angle of the eccentric blocks at the upper and lower ends of the vibrating motor can change the movement track of the material on the screen surface so that the screen body produces horizontal and vertical compound vibration, and the material passes through the screens of different levels to achieve the purpose of classification.
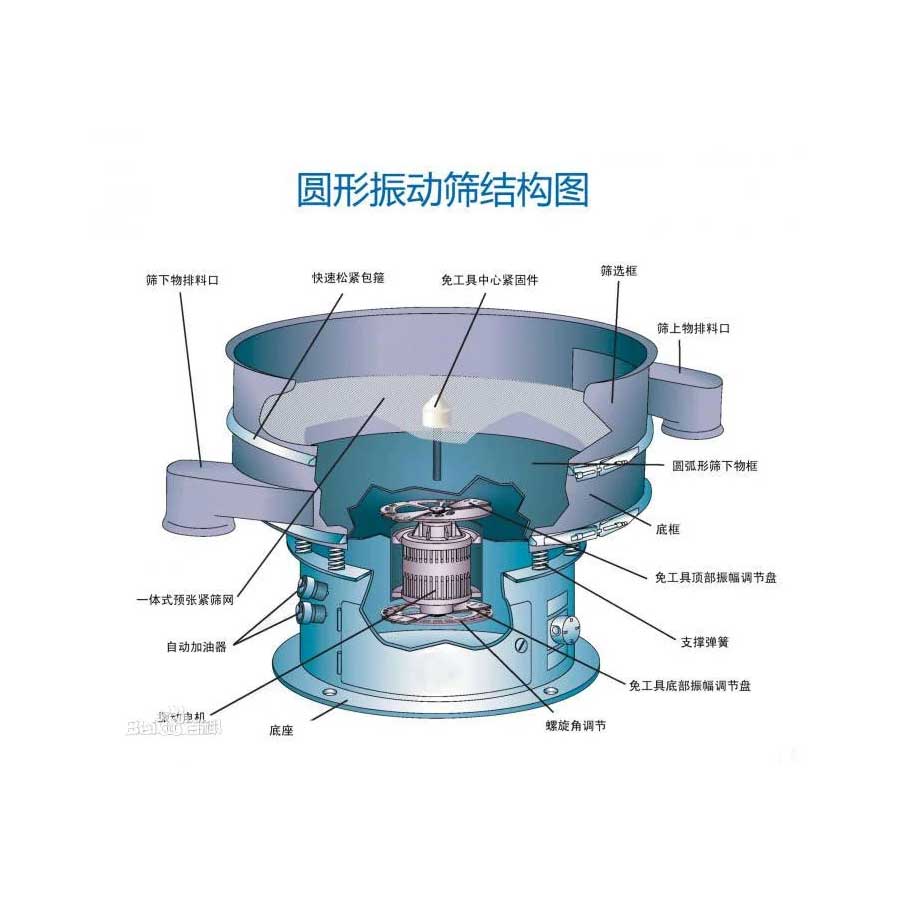
The structure of the rotary vibrating screen
The rotary vibrating screen is composed of a screen cover, screen frame, motor (vibration source), vibration isolation spring, base, and other parts.
- The screen cover is composed of a feeding port and an oblique cone, the lower end of which is connected to the screen frame, the screen cover and the screen frame are connected by a snap ring (or flange), and there is a gasket between the screen cover and the screen frame. The screen frame is composed of steel plate coil welding, which is the main vibration part of the rotary vibrating screen. There is a receiving ring at the upper and lower ends, and a flange ring is arranged inside the lower part, which is used to fix the screen components and other structures.
- The vibration source is composed of a vertical vibration motor, a motor frame bracket, and a vibration transmission body.
- The vibration isolation spring consists of a spring, spring support (one end of the steel cylinder has an internal thread), a screw, and a spring washer. There are 12 to 20 vibration isolation springs in a circle along the vibration transmission body.
- The base is made of rolled steel plate, there is an access door and an electrical switch seat on the base wall, a ring flange is welded on the upper part of the base wall, and the flange is connected with the vibration transmission body by a vibration isolation spring.
4 points of daily maintenance of rotary vibrating screen
As a piece of non-standard equipment, the vibrating screen may not be considered a major piece of equipment in the equipment owned by the users for most users of the vibrating equipment; however, the failure frequency of the vibrating screen is higher than that of the traditional power machinery products, because the vibrating equipment itself It is a product that scientifically utilizes the destructive force of vibration.
For traditional machinery, the vibration of equipment means a sign of failure, and vibration equipment is a product that achieves the purpose and requirements of people’s work through vibration. Although the vibration industry is committed to the design and research of the anti-destructive optimization structure of the vibration equipment itself, the failure of the vibration equipment still occurs frequently.
And the vibrating screen is often arranged at the throat of the user’s production process. Once the vibrating screen fails, it will cause the entire production system to stop together, which will bring major production losses to the user. In order to avoid such phenomena, the user can only keep abreast of the operating status of the vibrating screen at any time, find hidden dangers in time and make maintenance arrangements in advance.
Maintenance
- The vibrating screen needs to regularly check whether the surface of the screen is damaged. If there is damage, it needs to be replaced in time, so as not to cause the screening of the product to be unqualified.
- The vibrating screen should check whether the spring parts are loose. If there is looseness, it needs to be tightened with a wrench to achieve a better screening effect.
- Check whether the V-ring of the screen frame of the rotary vibrating screen is damaged. If there is damage, it needs to be repaired in time to prevent material leakage.
- Check the motor of the vibrating screen, and regularly add butter from the grease nipple.
3 tips for rotary vibrating screen installation
No matter what kind of mechanical equipment it is, there may be various failure problems when it is running. Most of the failure problems are basically caused by incorrect installation. Improper installation will also cause The abnormal operation of mechanical equipment is a relatively common failure problem and the main reason for the problem. Therefore, the correct installation method is very important.
Adjustment of the installation level
Adjustment of the installation level of the vibrating screen: Whether the vibrating screen is installed in a horizontal plane is very important to the operation of the screening equipment.
When installing and leveling, use the bottom surface of the four support devices as the benchmark, or measure the screen surface with a level gauge, and use the pad under the support spring base to adjust until it meets the installation standard.
Torsional Vibration Treatment
Torsional Vibration Treatment of Screen Plates on Both Sides of Rotary Vibrating Screen
Most cases of torsional vibration are the vibrating screen of the double-box vibration exciter. The main reasons are as follows:
The included angles of the eccentric blocks of the exciters on the sieve plates on both sides are different
There are 3 possibilities:
- The eccentric block angle is not correct.
- One side of the included angle of the eccentric block is incorrect.
- The wrong angle of the eccentric block is caused by the reverse installation of the gear reference surface.
The 2 box exciters are connected incorrectly through the drive shaft.
The above two situations are the main reasons for the torsional vibration of the sieve.
When the torsional vibration of the rotary vibrating screen occurs, the abnormal operation can be judged by the observation method and the marking method. After finding the source of the torsional vibration, it can be eliminated by adjusting to the normal angle and position.
How to adjust the upper and lower weights of the rotary vibrating screen
By changing the phase angle of the upper and lower weights, the movement trajectory and residence time of the materials on the screen can be changed. In order to make the screen machine adapt to the separation state required by various materials, such as the distribution of materials, processing capacity, separation efficiency, net passing rate, and other changes, it should be adjusted to the best state.
The angle of the upper hammer of the rotary vibrating screen cannot be adjusted, open the adjustment hole of the bottom barrel, loosen the fixing bolt of the lower weight, and adjust the phase angle of the upper and lower weights in the opposite direction of the discharge port according to the trajectory of the screened material. Then put a small amount of material on the screen, make the screen run, and check the movement trajectory of the screen material. If the processing parameters have reached the best effect, stop the machine and tighten the fixing bolts, and the adjustment is over (remember to tighten the fixing bolts) .
Note: Sometimes due to the influence of the specific gravity of the material, humidity, stacking inclination angle, and other parameters, it is impossible to adjust the phase angle successfully at one time, so the user should have sufficient patience to adjust so that the screen machine can play its due high efficiency.
Adjustment of additional weights.
Additional weight is installed on the first test of the upper and lower weights. Its function is to increase the exciting force of the sieve machine. According to the number of layers of the user’s sieve machine and the specific gravity of the material, the exciting force can be increased or decreased, and the number of additional weights can be increased or decreased. The screen machine can achieve the best screening effect.