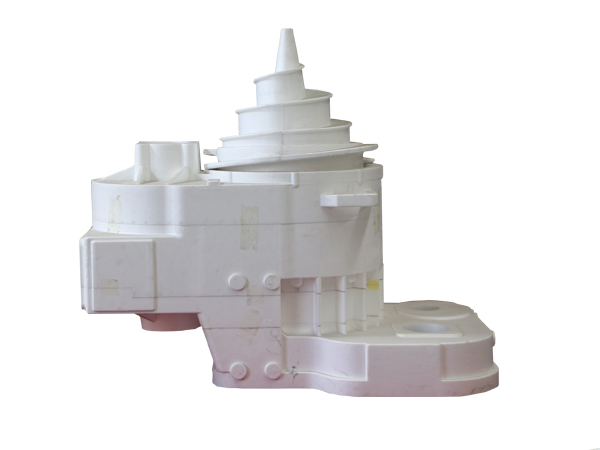
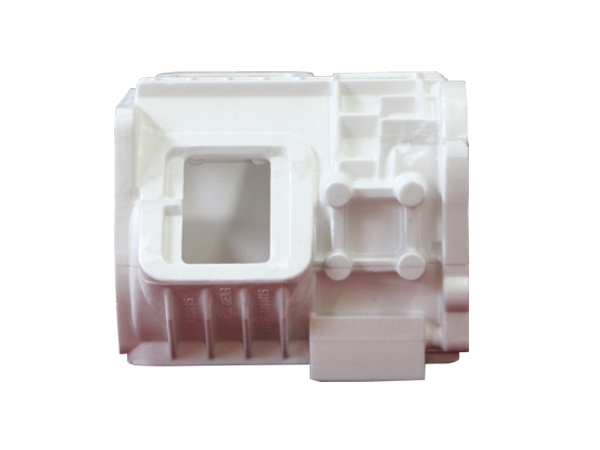
The production of the lost foam casting foam pattern (white mold) is the first process, and the shape, dimensional accuracy and surface quality of the white mold play a decisive role in the quality of the castings produced.
The production of the lost foam pattern depends on the type of casting alloy and the structural characteristics of the casting to determine its performance. The performance of the pattern depends on the pellets (EPS, STMMA, EPM-MIA) and the corresponding foaming and forming equipment (including Mold) and its corresponding foam molding operation process.
Bead (grain) foam plastic molds are currently mostly made of EPS, STMMA and other materials.
Foaming, ripening
- Pre-foamed. The purpose of pre-foaming is to obtain a low-density, smooth surface, and high-quality foam pattern. Expandable beads (EPS, STMMA) generally undergo pre-foaming and subsequent curing before molding and foaming.
- Mature. Pre-expanded beads are stored in a container for aging, which is called a aging bin (or aging device), and the general capacity is 1~5m3. In order to prevent the beads from being released due to static electricity when transporting the beads, plastic pipes cannot be used for pentane combustion (with a There is a grounding piece) for transportation, and it is better to use metal pipes and connect them. The curing chamber should be placed under good ventilation conditions to reduce the static electricity of the curing beads, so that the influence of static electricity when filling the mold in the molding operation is reduced.
Forming
- Forming Machine
- Mold design and processing
- Mold. Foam molding molds can be divided into two categories: steam cylinder foam molds and press air chamber foam molds.
- White mold assembly and bonding
The assembly of the white mold structure is bonded according to the process requirements, and the choice of the binder must be appropriate. This is not only conducive to improving the quality of the white mold and the quality of the casting, but also can save materials and mold making costs and improve production efficiency. . On the contrary, improper selection of white mold structure or poor assembly will not only waste materials and reduce the efficiency of mold making, but also affect the effect of vibrator modeling. Springing white mold or shape deformation. The choice of binder should be appropriate, and the operation should be reasonable. If the binder is applied too much or unevenly or too little, it will affect the quality and efficiency of the white mold, and will increase the amount of gas and residue during pouring, resulting in poor bonding of various parts of the pattern, resulting in Defects such as dents, burrs, and scars on the surface of castings.
According to the required quantity and size of the white mold shape and structure, the bonding methods include manual bonding and bonding machine bonding.
Paint
Dry
After the white mold is dipped in paint, it must be dried to eliminate the moisture in the coating. Since the softening temperature of the white mold is about 80C, it can only be dried at low temperature and placed outdoors in a sunny place for 4~8 hours to make it dry. Attention must be paid to the drying process:
- Reasonable placement and support of the white mold to prevent deformation and aliasing of the white mold;
- After drying, check whether it is completely dry (up and down, left and right, front and back, inside and outside);
- After drying, the white mold should be placed in a place with low humidity and ventilated before use to prevent moisture absorption
In addition to controlling the temperature during the drying process, the humidity should also be controlled, and the humidity should be less than 30%. If the drying is performed in a well-ventilated drying equipment (in a drying room), the drying effect will be better. Drying equipment includes blast drying oven, drying room, continuous room or circulation drying room, and the heat source can be electric heating, heating heating, far-infrared rays, microwaves, etc.
Fully automatic white mold production line
Production of 60 white molds per hour with molding machine.
After the mold is formed, it is taken out by the manipulator, placed on the special bottom plate, and sent to the hot blast furnace through the automatic roller table for finalizing treatment.
After setting the shape, the overall white mold is synthesized by the bonding machine and assembled with the pouring system. The processes of dip coating, loading and unloading, and transfer are all automatically completed by robots. After dipping the paint, it is dried by a continuous vertical hot air furnace. The mold is ready for use on the storage roller table.